
g71指令格式及参数含义,g71指令编程实例详解
本文摘要: 各位老铁们,大家好,今天由我来为大家分享g71指令格式及参数含义,以及g71指令编程实例详解的相关问题知识,希望对大家有所帮助。如果可以帮助到大家,还望关注收藏下本站,您的支持是我们最大的动力,谢谢大家了哈,下面我们开始吧!关于数控车床中的G71循环。。。在数控车床的操作中,G71循环是一个常用...
各位老铁们,大家好,今天由我来为大家分享g71指令格式及参数含义,以及g71指令编程实例详解的相关问题知识,希望对大家有所帮助。如果可以帮助到大家,还望关注收藏下本站,您的支持是我们最大的动力,谢谢大家了哈,下面我们开始吧!
关于数控车床中的G71循环。。。
在数控车床的操作中,G71循环是一个常用的切削指令,特别是在凯恩帝系统中。G71 U1 R0.2 G71 P100 Q200 U0.1 W0.1 F0.1中的各个参数有着特定的意义。U1指的是单边切削深度为0,而R0.2则代表了退刀量为0.2,即在完成一次切削后,刀具将退回0.2的距离。
P指精加工形状描述第一句的行号(段号),Q指精加工形状描述最后一句的行号(段号)。G71就是外圆粗车循环,F1就是意思要看当前的模态设的是G99,还是G98,G99是每转进给,那就是当前的进给速度是:1mm/转,可不慢啊!G98是每分钟进给,那就是:1mm/分钟。
一个个的回答吧:G71里是只有X方向的吃刀量,因为这个循环是在X方向进给的,Z方向车削的,意思就是,每次在X方向进d的量,然后在沿Z方向车削。
g71的格式代码是什么意思?
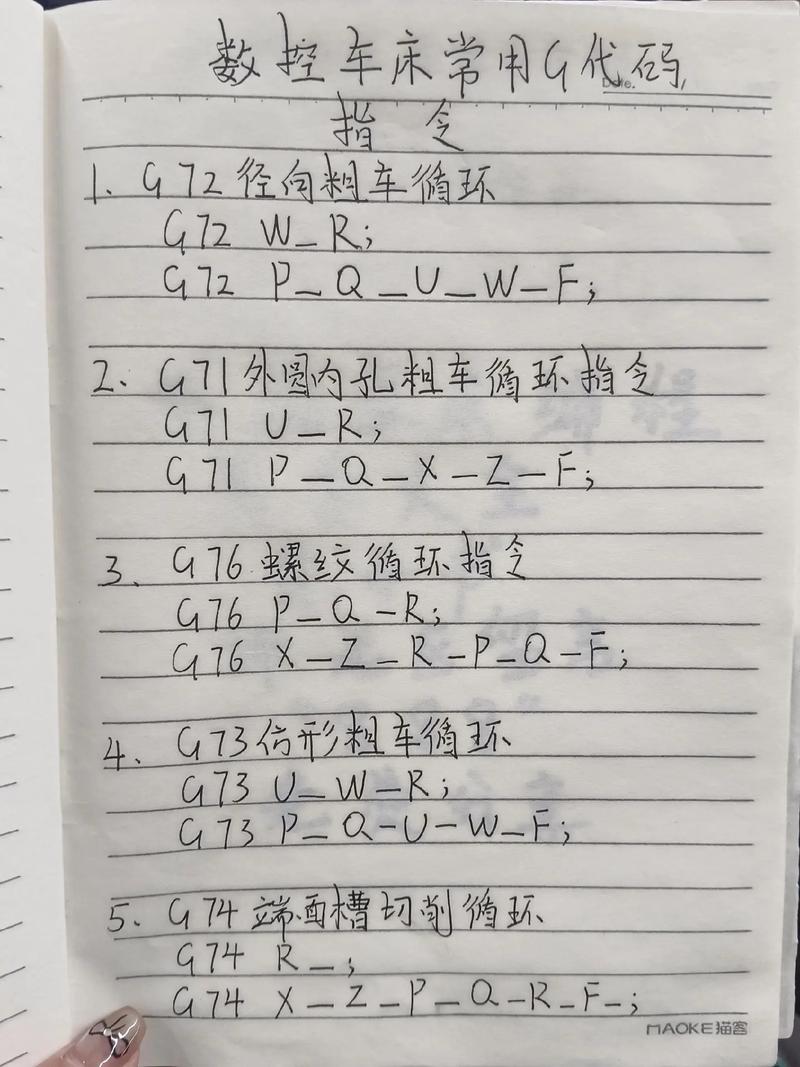
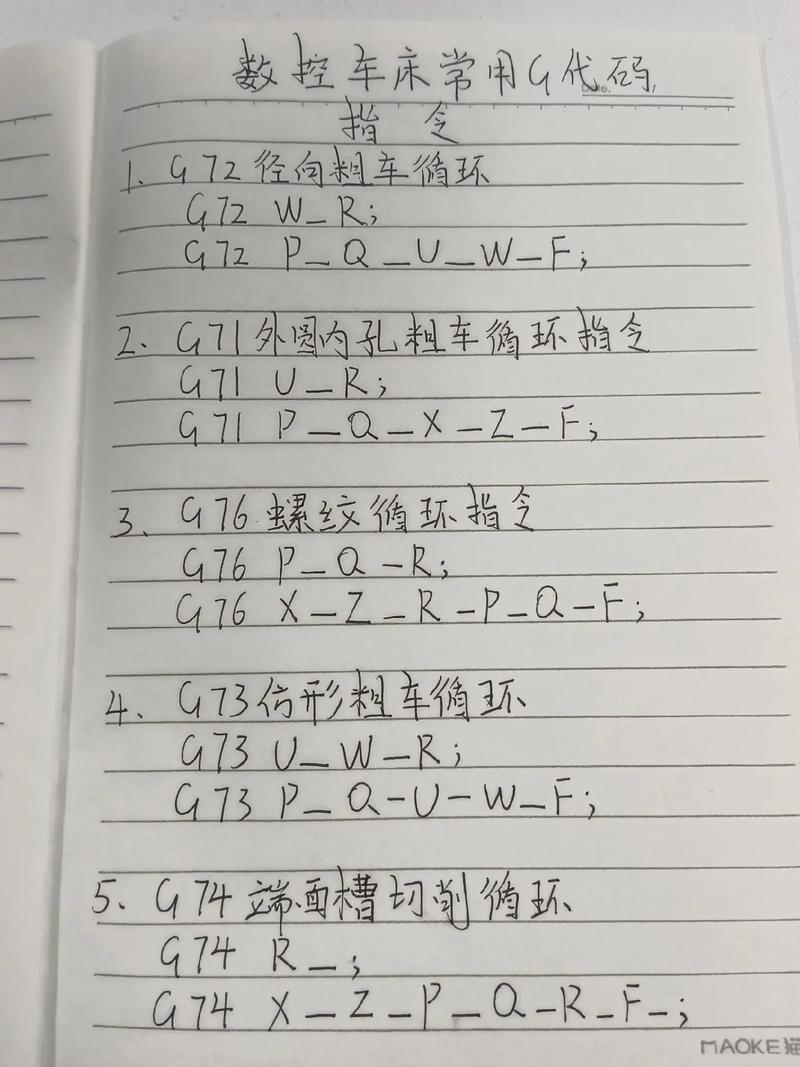
〖One〗、G71指令用于外圆粗车循环,是车削加工中的一种常用编程方式。其指令格式为:G71U_R_;G71P_Q_U_W_F_;其中,U代表每次进给量,R代表每次退刀量,P表示循环起始行号,Q表示循环结束行号,U和W分别表示精加工径向余量和轴向余量。此指令主要用于粗加工阶段,通过设定合理的参数,可以高效地切除多余的材料。
〖Two〗、G71指令是用于圆弧钻孔,格式为G71I_J_K_L_,I代表圆弧的半径,J代表起始角度,K是两个孔之间的距离,L是孔的数量。而G72指令则是用于角度钻孔,格式为G72I_J_L_,I是两个孔之间的距离,J是起始角度,L是孔的数量。
〖Three〗、基本格式:G71 U_ R_ G71_P_Q_U_W_F_。其中,各个参数的含义如下:U:表示每次进刀的深度,即每次切削时刀具切入工件的深度。R:表示退刀量,即每次进刀完成后,刀具退回来的距离,有助于减少刀具磨损和保证加工质量。P:表示精加工的形状描述第一句的N号,用于指定精加工路径的起始位置。
g71数控指令的含义
G71是数控车削加工中用于外圆粗车循环的关键指令,能分层切削快速去除余量并预留精加工量,大幅提升编程与加工效率。
G71是数控加工技术指令中的外圆粗车复合循环指令。该指令适合于采用毛坯为圆棒料,粗车需多次走刀才能完成的阶梯轴零件。刀具沿工件轮廓线移动的过程中,X方向的坐标值只允许向一个方向变化(直径逐渐变大,或者逐渐变小),如果有时变大,有时变小就会报警。
U1指的是单边切削深度为0,而R0.2则代表了退刀量为0.2,即在完成一次切削后,刀具将退回0.2的距离。这一步骤对于避免刀具与工件发生干涉至关重要。为了确保操作正确,必须明确指出所使用的数控系统,因为不同系统的G指令含义可能有所不同。
G71指令在数控车床上是一种广泛应用的复合型固定循环指令,它主要用于内外径粗车加工。正确运用G71指令,可以显著简化编程过程,提升加工效率,减少错误发生的几率。G71指令的执行流程可以分为几个阶段。首先,系统会根据程序设定进行径向切削,逐步减小刀具直径,直到达到所需的尺寸。
G71是数控车床编程中的一种粗车循环指令,用于加工轴类零件的外圆表面。在G71指令中,P、Q、U、W分别代表不同的参数:- P:程序起始点,即粗车循环的起始位置。- Q:程序结束点,即粗车循环的结束位置。- U:X轴方向上的移动量,即从P点到Q点在X轴方向上的距离。
广数928TDL的G7〖One〗、G7〖Six〗、G73指令格式是什么。
广数928TDL的G7G7G73指令格式如下:G71指令格式: G71 U R; 其中U和R为粗车循环前的准备参数。 G71 P____ Q____ U W F____ S____ T____。P和Q指定循环体中的起始和结束程序段号;U和W定义精加工的轮廓和余量;F、S、T分别代表进给率、主轴转速和刀具号。
G70是G7G7G73粗加工后的精加工指令,G74是深孔钻削固定循环指令,G75切槽固定循环指令,G76螺纹加工固定循环。
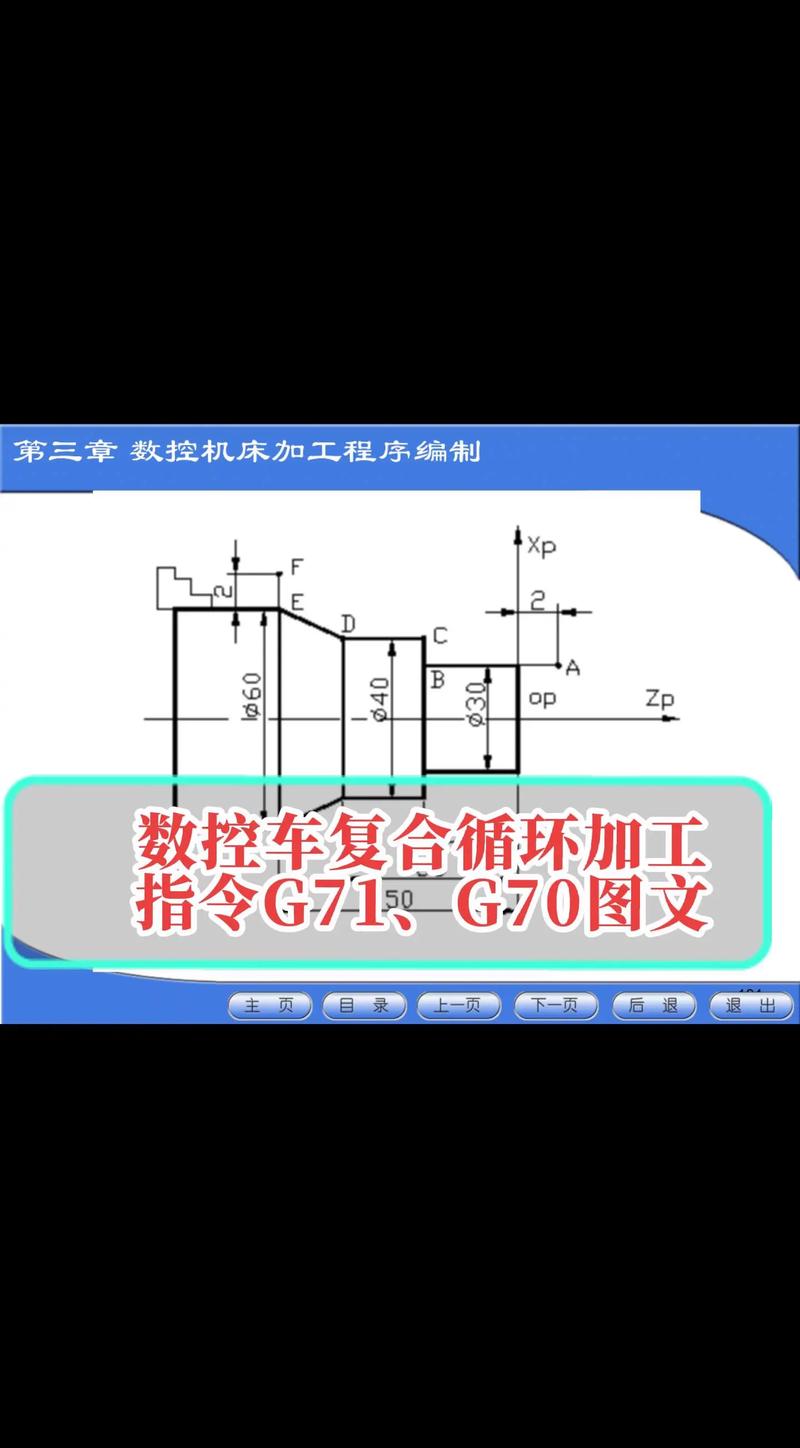
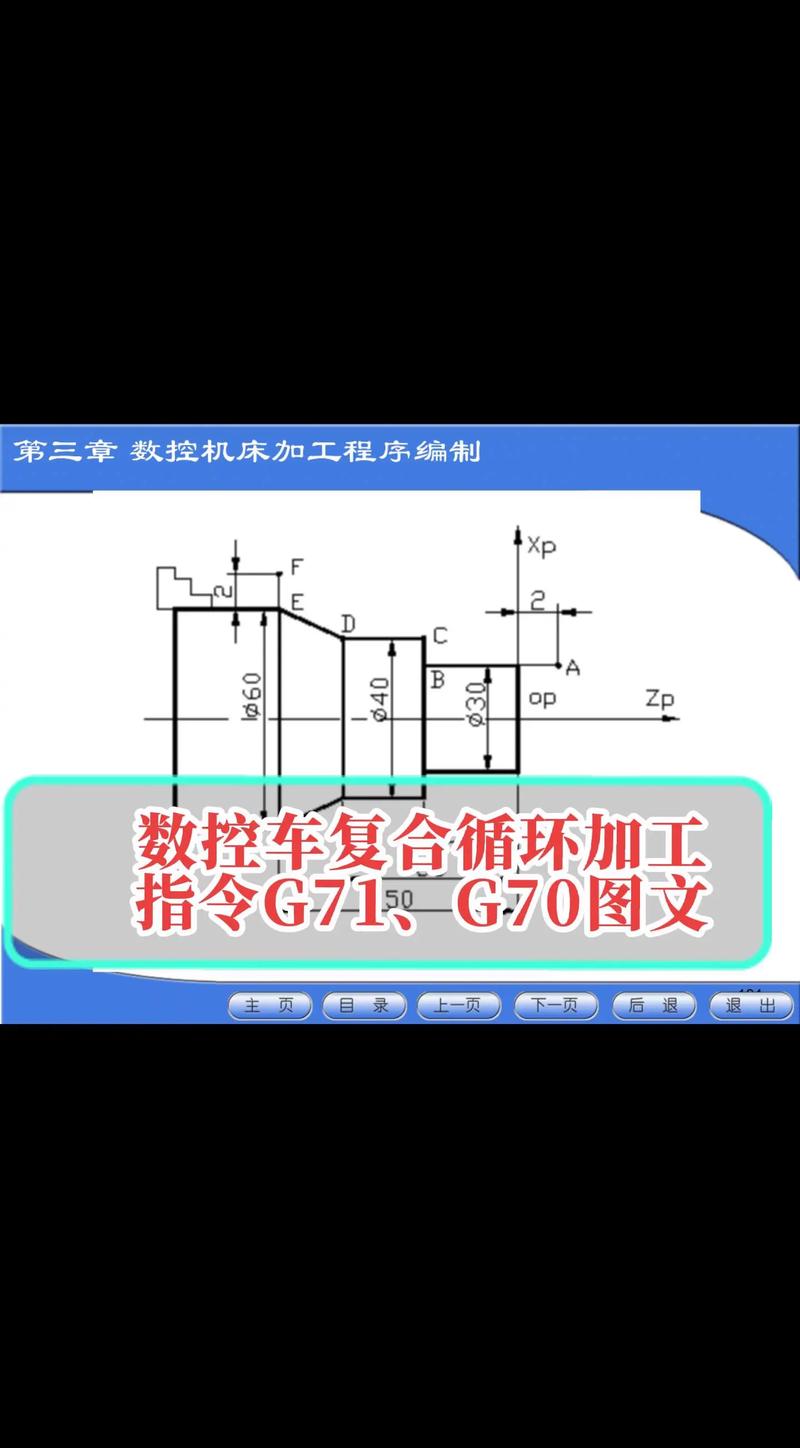
外圆粗加工复合循环(G71)指令格式 G71 UΔd Re G71 Pns Qnf UΔu WΔw Ff Ss Tt 指令功能 切除棒料毛坯大部分加工余量,切削是沿平行Z轴方向进行,见图1,图1 外圆粗加工循环 A为循环起点,A-A-B为精加工路线。
数控车床复合命令(G7G7G7G7G7G76)经常用到,适合加工余量较大及锻件、铸件的加工编程。复合命令不需要编写精加工的程序段落,不仅程序段落少,而且有效地缩短了编程的辅助时间。复合命令都是粗加工的循环,需要用G70命令进行精加工。
G73指令的格式如下:G73U--W--R--;G73P--Q--U--W--F--。U:表示X轴方向毛坯尺寸到精车尺寸的一半;W:表示Z轴方向毛坯尺寸到精车尺寸的一半;R:表示圆弧的半径;P、Q:表示循环的起点和终点;F:表示进给速度;s:表示主轴转速;T:表示刀具编号。
广数928eat系统中,G71和G72的详细格式是什么?
指令格式:G71 U W\x0d\x0aU精车X轴的余量 W 精车Z轴的余量\x0d\x0a G71 X(U) I K L F P Q ;\x0d\x0a\x0d\x0a其中:X(U)— 精加工轮廓起点的X轴坐标值。\x0d\x0aI — X轴方向每次进刀量,直径值表示,无符号数。
G71指令格式: G71 U R; 其中U和R为粗车循环前的准备参数。 G71 P___ Q___ U W F___ S___ T___。P和Q指定循环体中的起始和结束程序段号;U和W定义精加工的轮廓和余量;F、S、T分别代表进给率、主轴转速和刀具号。
外圆粗加工复合循环(G71)指令格式 G71 UΔd Re G71 Pns Qnf UΔu WΔw Ff Ss Tt 指令功能 切除棒料毛坯大部分加工余量,切削是沿平行Z轴方向进行,见图1,图1 外圆粗加工循环 A为循环起点,A-A-B为精加工路线。
下面是它们的格式:G71X:这是一个粗加工循环的指令。X是每一步的目标值。在X处,你需要指定每一步的切削深度。例如,G71X##中的##代表每一步的切削深度。G72:这是一个精加工循环的指令。X是每一步的目标值。在X处,你需要指定每一步的切削深度。
R(d);G76 X(u) Z(w) R(i) P(k) Q(△d) F(f)。G73 U (Δi) W(Δk) R___;G73 P___Q___u(Δu) w(Δw) F___S___T___。G70是G7G7G73粗加工后的精加工指令,G74是深孔钻削固定循环指令,G75切槽固定循环指令,G76螺纹加工固定循环。
好了,本文到此结束,如果可以帮助到大家,还望关注本站哦!





还没有评论,来说两句吧...